
Among defects of injection molding parts, weld lines are the most common defect. Except for a few injection molded parts with very simple geometry, they occur on most injection molding parts (the shape is usually a line or V-shaped groove), especially Large complex items requiring the use of multi-gate molds and inserts. Weld lines not only affect the appearance quality of plastic part, but also affect the mechanical properties of plastic part, such as impact strength, tensile strength, elongation at break, etc. . In addition, weld lines also have a serious impact on product design and the life of plastic part, so they should be avoided or improved as much as possible. The main reasons for weld lines are: the fusion of multiple melts when the molten plastic encounters inserts, holes, areas where the flow rate is discontinuous, or areas where the mold filling flow is interrupted in the cavity; when gate injection molding occurs , the material cannot be fully integrated.
Weld lines issue root cause and actions taken
1. Temperature Too Low
Low-temperature melten resin has poor performance of shunting and merging, and it is easy to form weld lines. If the inner and outer surfaces of the plastic parts have welding fine lines in the same part, it is often due to poor welding caused by the material temperature being too low. so, the temperature of the barrel and the nozzle can be appropriately increased or the injection cycle time can be extended to promote the increase of the material temperature. At the same time, the throughput of cooling water in the injection mold should be controlled, and the mold temperature should be appropriately increased. Under normal circumstances, the strength of the weld lines of the plastic part is poor. If the local heating of the corresponding part of the mold where the weld line occurs, and the local temperature of the welded part of the molded part is increased, the strength of the welded part of the plastic part can often be improved. for special needs, the low temperature molding process must be used, the injection speed can be appropriately increased and the injection pressure can be increased to improve the fusion performance of the melt. A small amount of lubricant can also be appropriately added to the raw material formula to improve the flow properties of the melt.
2. Injection Mold Defective
The structural parameters of the injection mold gating system have a great influence to the welding state of the flow resin, because the poor welding is mainly caused by the shunting and confluence of the molten material. Therefore, the gate form with less shunt should be used as much as possible and the gate location should be selected reasonably, so as to avoid inconsistent filling rate and interruption of filling material flow. Where possible, a one-point gate should be used, because this gate does not generate multiple streams, and the melt does not converge from two directions, which is easy to avoid weld lines. If there are too many or too small gates in the gating system of the mold, the positioning of the multiple gates is incorrect or the distance between the gate and the flow material is too large, and the runner section of the main runner inlet of the gating system and the runner is too small , resulting in too much flow resistance, which will cause poor welding, resulting in more obvious welding marks on the surface of the plastic parts. In this regard, the number of gates should be reduced as much as possible, the gate position should be reasonably set, the gate section should be enlarged, auxiliary runners should be set up, and the diameter of the main runner and runner should be enlarged. In order to prevent low-temperature molten material from being injected into the mold cavity to produce weld lines, a cold material cavity should be set in the mold while increasing the mold temperature. In addition, the parts where the weld marks of plastic parts are generated often have flash edges due to high pressure filling, and the weld marks will not produce shrinkage holes after such flash edges are generated. Therefore, such flash edges are often not used as troubleshooting, but on the mold. A very shallow small groove is opened at the part where the flash is generated, and the weld line on the plastic part is transferred to the additional flash winglet, and the winglet is removed after the plastic part is formed. A commonly used method.
3.Poor exhaust to mold
When weld lines of molten reisin coincides with the parting line or the caulking of the mold, the air pressed by the multiple streams in the cavity can be discharged from the clamping gap or the caulking; but when the weld line and the parting line or the caulking do not overlap and the vent holes are not set properly, the residual air in the mold cavity that is pressed by the flow resin and cannot be discharged. The molecular kinetic energy of the air is converted into heat energy under high pressure, which causes the temperature at the melting point to rise. When the temperature is equal to or slightly higher than the decomposition temperature of the raw material, a yellow spot will appear at the welding point. When the temperature is much higher than the decomposition temperature of the raw material, black spots appear at the fusion point. Under normal circumstances, such spots appearing near the weld line on the surface of plastic parts always appear repeatedly at the same position, and the appearing parts always appear regularly at the gathering point. During the operation process, such spots should not be placed by mistakes for impurity spots. The main reason for such spots is due to poor mold exhaust, which is the carbonization point formed after the pyrolysis of the molten material. After such a fault occurs, first check whether the mold exhaust hole is blocked by the solidified material or other objects of the molten material, and whether there is foreign matter at the gate. If the carbonization point still appears after the blockage is removed, the vent hole should be added at the mold collection point. It is also possible to accelerate the confluence of materials by repositioning the gate or appropriately reducing the combined mechanical force and increasing the exhaust clearance. In terms of process operation, auxiliary measures such as reducing material temperature and mold temperature, shortening high-pressure injection time, and reducing injection pressure can also be taken.
4.Unproper use of release agent
Too much release agent dosage or incorrect selection release agent will cause weld lines on the surface of plastic parts. In injection molding, generally only a small amount of mold release is evenly applied to parts such as threads that are not easy to be released from the mold.
Gennerally, the amount of release agent using should be minimized. The selection of various release agents must be determined according to the molding conditions, the shape of the plastic parts and the variety of rensins. For example,Pure zinc stearate can be used in all kinds of plastics except polyamide and transparent plastic, but can be used in polyamide and transparent plastic when mixed with oil. Another example is the toluene solution of silicone oil can be used for various plastics, and it can be used for a long time after brushing, but it needs to be heated and dried after brushing, and the usage is more complicated.
5. Unreasonable design to part structure
If wall thickness of plastic part is designed to be too thin, thickness vary greatly and with too many inserts, which will cause poor welding. When thin-walled parts are forming, defects are prone to occur due to the rapid solidification of melten resin. During the filling process, weld lines are always formed at thin wall area. Once weld lines are formed at the thin wall, the strength of the plastic part will be reduced and the part performance will be affected. Therefore, when designing the shape of plastic part,when forming, it should be ensured that the thinnest part of the plastic part must be larger than the minimum wall thickness allowance during molding. In addition, the use of inserts should be minimized and the wall thickness should be as consistent as possible.
6. Other Causes
When the moisture or volatile content of resins are too high, oil stains in the mold are not clearly cleaned, cold resin in the mold cavity or the fiber of melten ewain are poorly distributed. the design of mold cooling system is unreasonable, and the melt resin to solidifies process is too fast. Temperature of inserts is too low, the nozzle hole is too small, the plasticizing capacity of injection molding machine is not enough, and the pressure loss in the barrel of the injection molding machine is too large, which will lead to different degrees of poor welding,so in the process of operation, according to different situations, resins should be pre-dried, the mold should be cleaned regularly, the setting of the cooling water pipes of the mold should be changed, the flow of cooling water should be controlled, the temperature of the insert should be increased, and the nozzle with a larger aperture should be used instead, or use Larger tonage injection molding machines and other measures to solve.
7.Effective methods to solve weld lines issue:
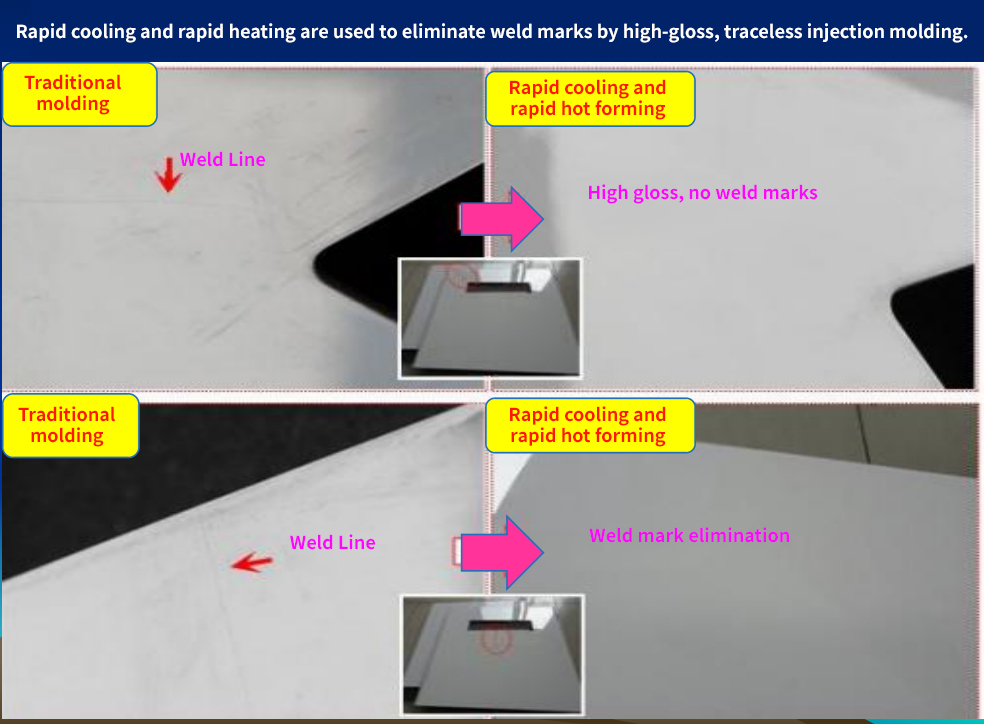
For a long time, due to the limits of equipment and technology, there is a common misunderstanding in the injection molding industry; that is, the weld lines during injection molding can only be reduced, but cannot be completely eliminated, causing designers to rack their brains to hide them desperately, but the result is not satisfied. Can the weld line be completely eliminated? The answer is yes --- the use of rapid cooling and rapid heating injection molding technology can completely eliminate weld lines.
Rapid Heat Rapid Cooling High Gloss no-welding line Moulding Working Principle
Rapid Heating and Rapid Cooling injection molding has 4 processing stages:
1.Mold heating 2.Mold high temperature maintaining 3. Cooling and high pressure maintaining 4.miscellaneous removal.
Detailed Working procedures:High temperature and high pressure steam blew into mold cavity, mold cavity temperature rises rapidly,temperature of mold cavity reach glass transition temperature(TG) instantly, then injecting melting resins (As mold cavity is in high temperature,the flowability of resin is good inside mold cavity and easy to shape), Then keep the injection pressure and cool down the mold(during the cool down process, vapor temperature control system simultaneous do the miscellaneous removal work for next production cycle),after cool down work done and resin is shaped.open the mold and take out the part, thus one high Gloss and perfect part production cycle completed.

JDmoulding engineering has lots of experience to support and offter considerate helps to customers :
1: More than 10 years experience of manufacturing RHCM injection mold temperature controllers
2:Improving plastic injection molding production and reducing NG parts during series production than before to save costs on time and resins.
4:More than 10 years experience of manufacturing RHCM injection molds for customers, offter customes total solution from RHCM molds to RHCM mold temperarute controlling system.
5:Quality guarranteed by insurance company.
6:Self-designed water softener to prevent water inside heaters or plastic injection mold from scaling, corrosion, algae, rust plugging to guarrantee injection molding production safe and smooth running.
Below photos are solution cases we help our customers to solve their plastic injection molding issues.
Comparison between conventional injection molding process and RHCM injection molding process

Rapid heating and cooling injection molding technology applied in injection molding process to sovle welding lines issue
Rapid heating and cooling injection molding technology applied in plating process to solve welding lines after plating process

To Complicated structure parts, RHCM injection molding technology couldrealize no welding lines injection. below parts are 1*8 cavities, cycle time is 50 seconds

Rapid Heating and Cooliing Special Mold Temperature Controlling System Configuration Charts


